
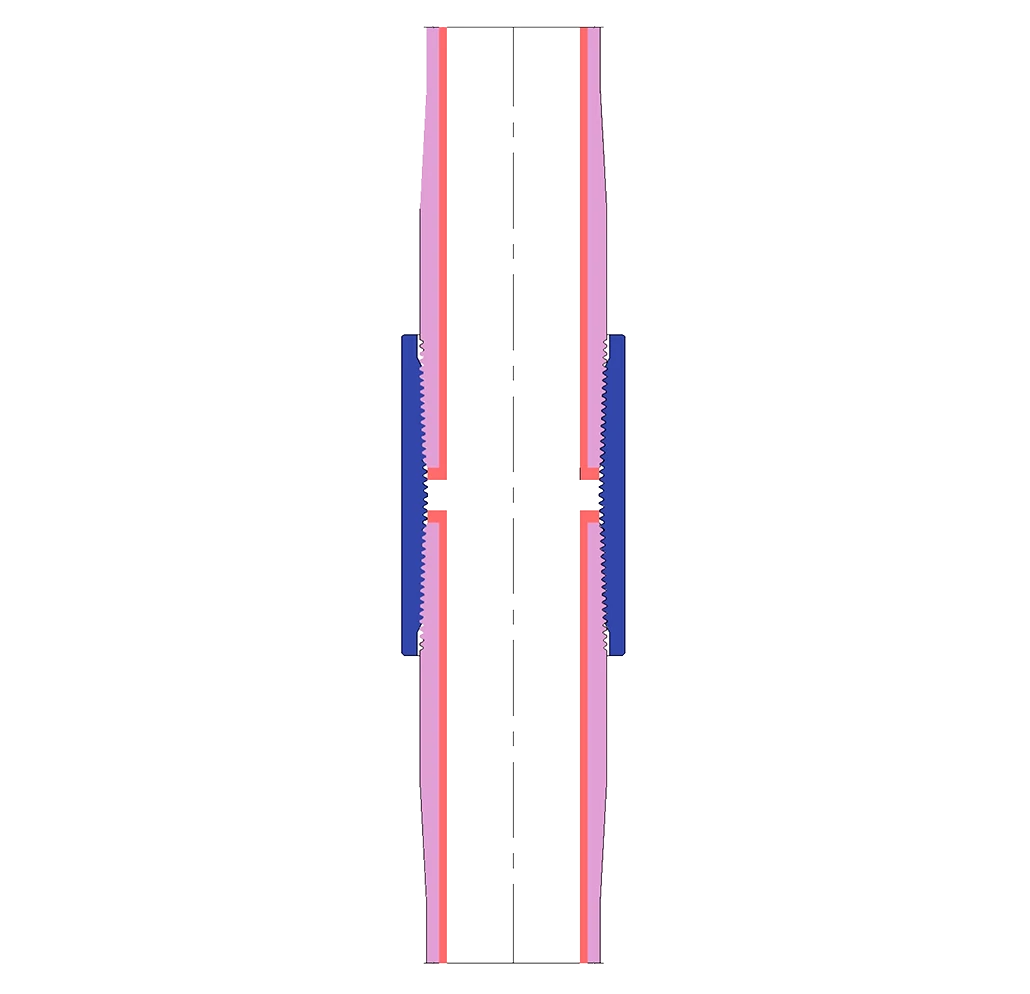
Internal-coated oil pipes feature a 700–900 μm-thick polymer-based anti-corrosion and wear-resistant coating (commonly epoxy phenolic, nano-modified, or graphene-based) applied to the inner surface of standard carbon steel pipes. This design effectively addresses moderate corrosion, abrasion, scaling, and wax formation, offering lower costs compared to non-metallic-lined pipes with superior cost-effectiveness.
Product Specifications: 2-7/8″ to 3-1/2″
Steel grade: N80, L80
Inner-coated tubing represents a cost-effective solution under moderate operating conditions, balancing performance and cost; it is the preferred choice for general corrosion, wax formation, and shallow to medium-depth wells.
The PNE-300 is an economical epoxy inner coating for oil fields, featuring a standard dry film thickness of 300 μm (0.3 mm), representing the thinnest model in the PNE series designed for conventional shallow wells with basic corrosion protection, low cost, and no diameter reduction.
The PNE-500 is a modified epoxy-phenolic inner-coated casing with a coating thickness of approximately 500 μm (0.5 mm), designed as an economical solution suitable for shallow wells, mild corrosion/scale conditions, and budgetary constraints, focusing on basic corrosion protection and non-destructive sizing.
The PNE-600 is a modified epoxy-phenolic inner-coated oil casing with a coating thickness of approximately 600 μm (0.6 mm), designed as an economical solution for medium-deep layers and moderate corrosion environments, offering comprehensive protection against corrosion, scale formation, wear, and maintaining nominal diameter without damage.
The PNE-700 is a high-performance epoxy phenolic-based inner coating oil casing specifically designed for corrosion resistance, scale prevention, and wear protection on oil and gas well casing interiors. With a coating thickness of approximately 700 μm (0.7 mm), it is designated as the 700 series and widely used in oil/water wells subject to moderate corrosion, wear, or scaling conditions.


Resistant to highly corrosive media such as H₂S, CO₂, Cl⁻, formation water, and crude oil; effectively prevents both electrochemical corrosion and bacterial corrosion, addressing short-term perforation issues in conventional tubing.

The coating exhibits strong inertness, does not undergo adverse reactions with the medium, and releases no harmful substances, thereby meeting environmental protection requirements.

Special manufacturing processes ensure tight adhesion of the coating to the inner wall of the steel pipe, providing high-temperature resistance, aging resistance, and reduced risk of detachment.

Reduce the frequency of well maintenance operations, saving substantial maintenance costs and production downtime losses.
Prevent wall thinning, perforation, leakage, and production shutdowns caused by corrosion, significantly reducing safety risks and environmental hazards.
Reduce the frequency of pipe cleaning, hot washing, and chemical dosing to lower operational costs and ensure long-term stable transportation efficiency.
Extending the pump inspection interval, reducing the number of operations, lowering maintenance and material costs, and enhancing overall economic efficiency.



Scan the QR Code