The GBF Surface Drive Unit is a reliable driving mechanism for Progressive Cavity Pump (PCP) systems. Its primary function is to support and rotate the polished rod and sucker rod string, thereby driving the downhole pump to lift well fluids to the surface.
During shutdown, the anti-reversal device absorbs the reverse torque generated by the untwisting of the sucker rod string and the falling fluid fallback. This effectively prevents rod unscrewing (back-off), releases stored energy, and ensures the safety of both equipment and personnel.
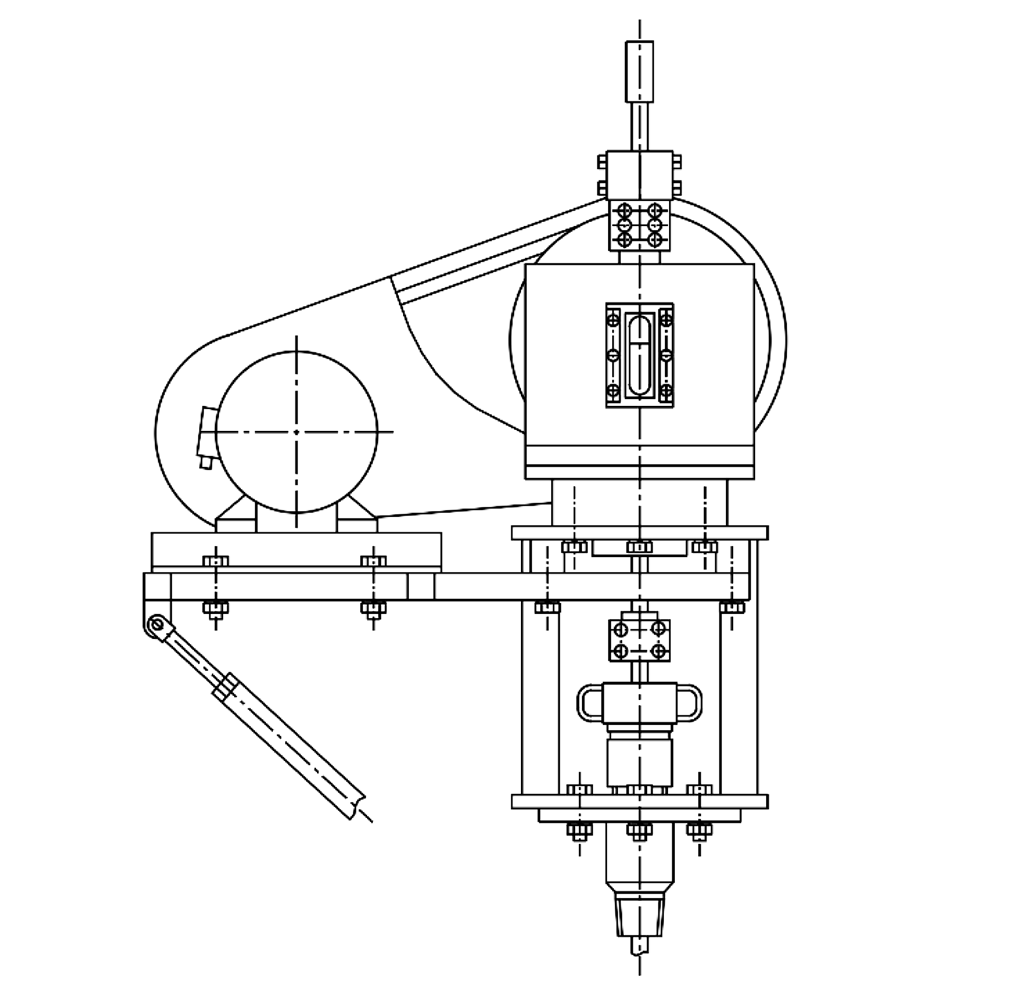
The GBF Surface Drive Unit is powered by an electric motor. The motor drives the gear shaft through a belt and pulley reduction system. The rotation is then transmitted via spiral bevel gears, which redirects the motion to a vertical output shaft. Finally, a polished rod clamp transfers the rotational torque to the polished rod, thereby driving the sucker rod string and the downhole rotor.
The unit features a compact design and is mounted directly atop the wellhead. Its minimal footprint makes it particularly suitable for space-constrained sites and directional well clusters.
Due to the operating characteristics of PCPs, the sucker rod string stores torque that must be released upon shutdown. The integrated hydraulic anti-reversal device gradually releases this stored torque, returning the rod string to a relaxed state. This effectively prevents rod back-off and eliminates safety hazards for any subsequent operations.
Featuring a two-stage reduction gear combined with a supporting Variable Frequency Drive (VFD) system, the unit achieves stepless speed control from 0 to 500 rpm. This allows for precise pump speed adjustment to optimize production output.


By equipping motors of varying power ratings, the unit is compatible with downhole PCPs from different manufacturers.

The surface-driven PCP system features minimal upfront investment and low replacement costs for downhole pumps. With high transmission efficiency, the overall system efficiency can exceed 90%.

The surface-mounted VFD (Variable Frequency Drive) control cabinet comes with comprehensive protection functions. It allows for easy production adjustment by regulating the motor speed through frequency control.
The company has been specialized in the manufacturing of pumping units for many years. It possesses comprehensive design and mass production capabilities for both conventional beam pumping units and large-scale reducers. With nearly 20 years of API 11E certification, the company delivers products of exceptional quality.
Features low initial investment, minimal spare parts requirements, and low maintenance costs. The unit delivers high overall efficiency with excellent energy savings. It is equipped with a hydraulic anti-reverse device to effectively prevent rod back-off and ensure operational safety.
We have established a complete after-sales service system covering core oilfield areas. During equipment operation, our professional technical team provides rapid-response maintenance services, ensuring the long-term and efficient operation of the equipment.



Scan the QR Code