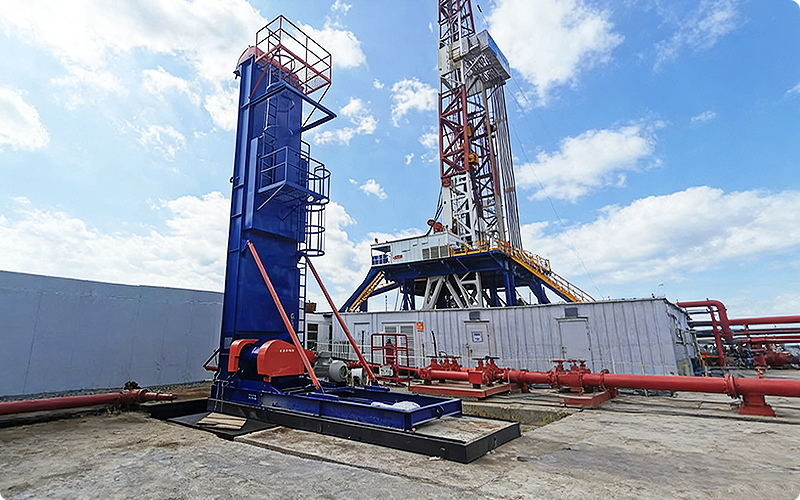
The belt pumping unit, also known as the wide-belt chain-reversing pumping unit, is a beamless pumping unit featuring mechanical commutation. Representing an internationally advanced standard, it is characterized by a long stroke, low pumping speed, and pure mechanical transmission. Thanks to its simple operation, easy maintenance, and safe performance, its reliable mechanical design has led to widespread application globally. The unit is highly versatile: it can achieve deep pumping with small pumps as well as high-volume fluid lifting, making it particularly suitable for heavy oil extraction. With comprehensive supporting technologies and continuous upgrades, it consistently meets the demands of various well conditions. Its high efficiency, safety, reliability, and energy-saving features deliver substantial economic benefits to users.
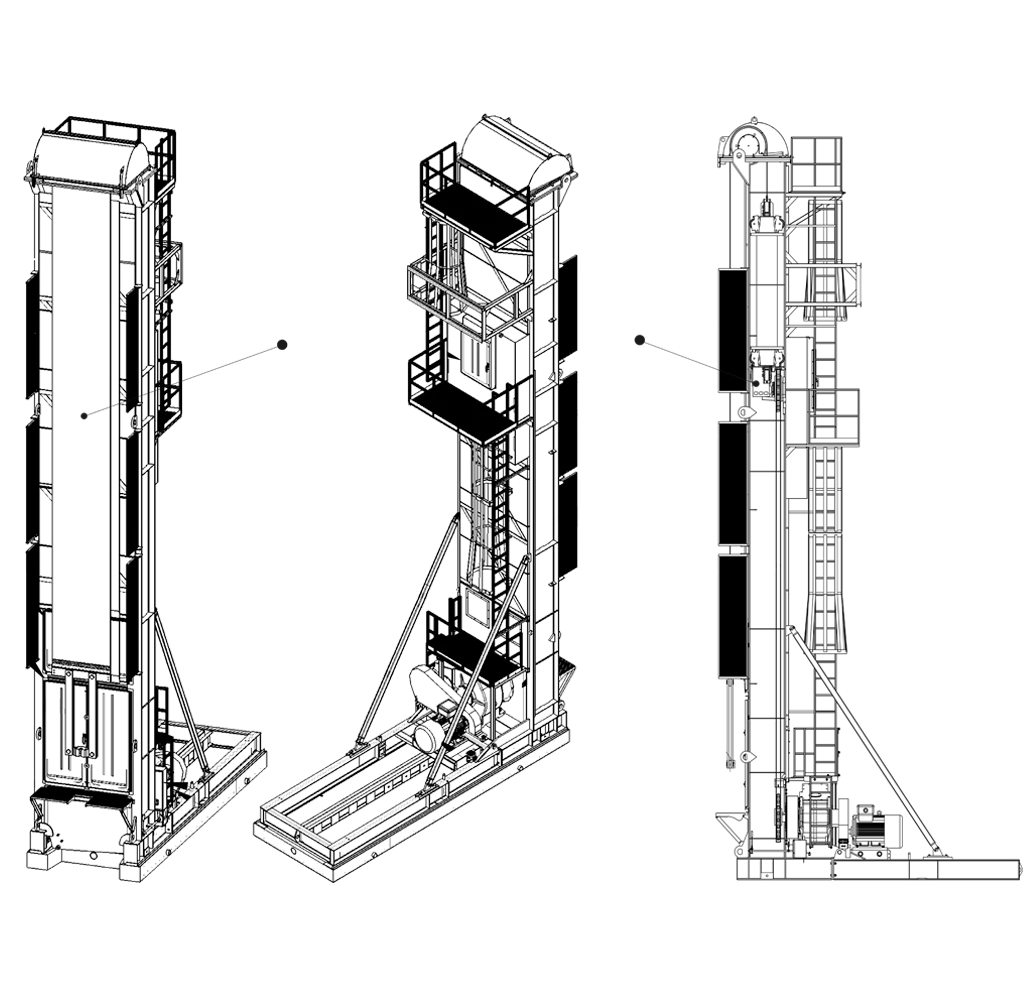
The unit features a stable tower-type structure. The motor drives the internal chain transmission and reversing mechanism via a belt drive and gear reducer, causing the counterweight box and reciprocating carriage assembly to move vertically within the tower. One end of the load belt connects to this assembly, while the other attaches to the polished rod. This drives the polished rod in a reciprocating up-and-down motion, enabling the sucker rod pump to lift fluid.
The stroke length is more than 60% greater than that of a beam pumping unit with the same load capacity. At the same production rate, the number of reciprocating cycles of the sucker rod string is reduced. This effectively minimizes rod string fatigue and tubing/rod wear, helping to extend the service life of the tubing and rods.
The stable tower-type structure achieves reversing via an internal carriage mechanism, paired with heavy-duty chain transmission and high-strength load belts, ensuring reliable performance. Since the primary rotating components are enclosed within the pumping unit or protective guards, operational safety is significantly enhanced.
It features a symmetrical gravity counterbalancing system. The counterweight box includes dedicated cavities, allowing for precise balance adjustment by adding or removing counterweights, which significantly enhances balancing performance.
The foldable design allows the entire unit to be lifted, transported, and installed as a whole, making the process significantly more convenient and efficient.


This design effectively minimizes sucker rod string fatigue and tubing/rod wear. It helps extend the service life of the tubing and rods, prolongs the well's workover-free period, and ultimately reduces operating costs.

A carriage mechanism is installed at the bottom of the counterweight box, where the chain drives the carriage frame to slide horizontally for reversing. This purely mechanical design ensures high equipment reliability.

The well-engineered pumping unit structure, combined with an optimized gear reducer, delivers lower net torque requirements and reduces power consumption by 20%–40%.

Equipped with hydraulic skidding tools, the unit can be relocated for wellhead access and reset without the need for a crane, making the process quick and effortless.
With superior advantages in equipment reliability, timely service, operational safety, ease of maintenance, and cost-effectiveness, it far outperforms other types of beamless units. With over 20,000 units deployed in oilfields both domestically and internationally, the product has earned widespread market recognition and user trust.
The well-engineered pumping unit structure, combined with an optimized gear reducer, delivers lower net torque requirements and reduces power consumption by 20%–40%.
Featuring a variable frequency control system, it enables independent adjustment of up-stroke and down-stroke speeds, continuous pumping speed control, and comprehensive overcurrent and overvoltage protection. This ensures safer, more efficient, and energy-saving oil well production.





Scan the QR Code